
 Email
Email Deutsch
Deutsch English
English français
français русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文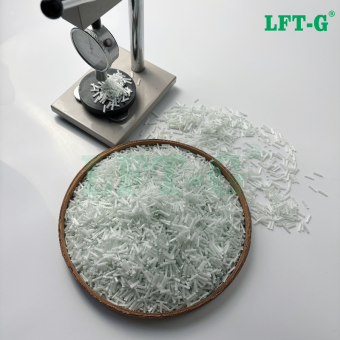


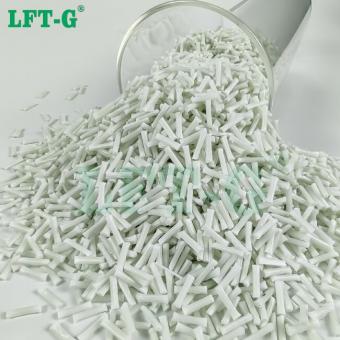




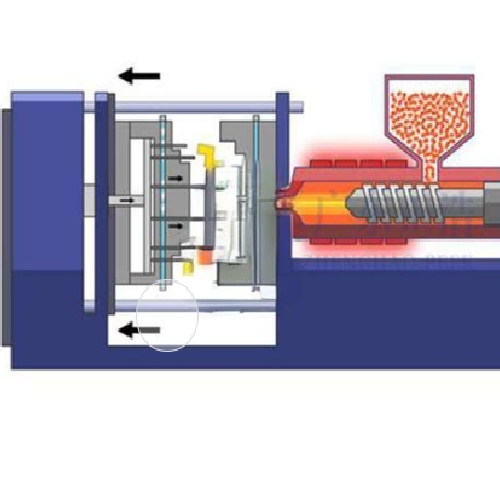
Für verschiedene Harze haben wir experimentelle Tests durchgeführt und empfohlene Referenzdaten für den Spritzguss erhalten. Einspritzdruck Schmelztemperatur Werkzeugtemperatur Vortrocknen Trockenfeuchtigkeitsgehaltund ETC.


Folge uns :





-- Updates mit den neuesten Themen erhalten