Art.-Nr.:
PBT-NA-LGF30Zahlung:
T/T or L/C (other payment ways also can be diProduktherkunft:
Xiamen, ChinaFarbe:
Original color (also can be customized)Hafen:
Xiamen, ChinaPBT-Kunststoff
Polybutylenterephthalat (PBT) gehört zur Polyesterreihe und besteht aus einer Polykondensation von 1,4-pbt-Butylenglykol (1,4-Butylenglykol) und Terephthalsäure (PTA) oder Terephthalsäureester (DMT). Die Summenformel lautet (C8H8-C4H6). -C3H3N)x und durch den Mischprozess aus milchig weißem durchscheinendem bis undurchsichtigem kristallinem thermoplastischem Polyesterharz hergestellt. PBT ist einer der härtesten technischen Thermoplaste, ein teilkristallines Material mit sehr guter chemischer Stabilität, mechanischer Festigkeit, elektrischen Isolationseigenschaften und thermischer Stabilität.
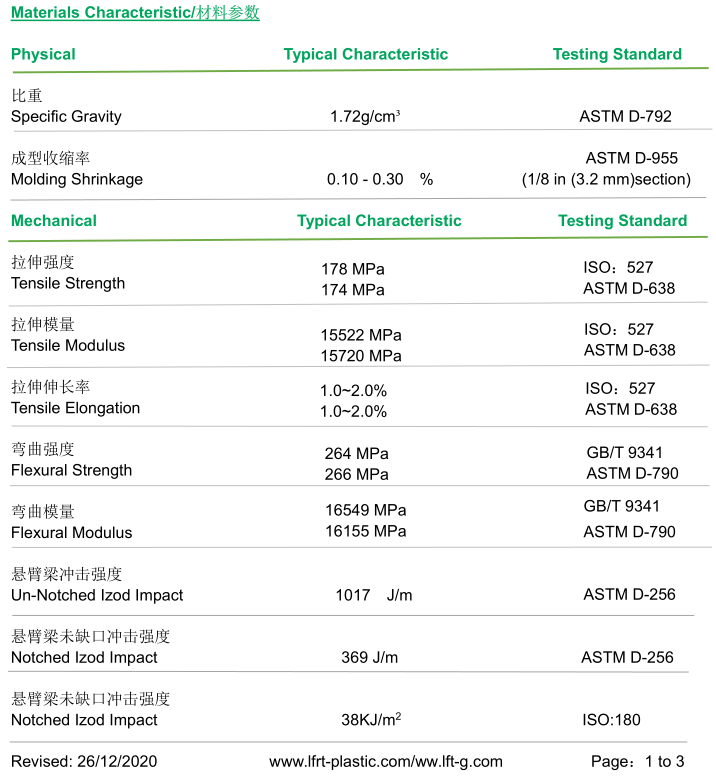
Spezifisches Gewicht: 1,31 g/cm.
Schmelzpunkt: 225–275 °C
Glasübergangstemperatur (Tg): 22–43 °C
Rockwell-Härte (R-Skala): 118
Wasseraufnahme: 0,34 %
Formschrumpfung: 1,7–2,3 %
PBT-LGF-verstärkter Kunststoff
Hervorragende mechanische Eigenschaften, hohe mechanische Festigkeit, Ermüdungsbeständigkeit und gute Dimensionsstabilität, auch das Kriechen ist gering. Auch unter Hochtemperaturbedingungen ändern sich diese Eigenschaften kaum.
Die Herstellung von PBT verbraucht weniger Energie.
Hervorragende Hitzebeständigkeit mit einem UL-Temperaturindex von 120 bis 140 °C nach der Verstärkung und ausgezeichneter Langzeitalterung im Freien.
Gute Lösungsmittelbeständigkeit und keine Spannungsrisse.
PBT lässt sich leicht bis zum UL94V-0-Niveau flammhemmend ausrüsten und es ist aufgrund seiner guten Affinität zu Flammschutzmitteln leicht, reaktive oder additive Flammschutzmittel zu entwickeln. Flammhemmende Produkte werden in der Elektro- und Elektronikindustrie häufig eingesetzt.
Ausgewähltes PBT zersetzt sich leicht, wenn es mit Wasser in Kontakt kommt. Daher sollte es in Umgebungen mit hohen Temperaturen und hoher Luftfeuchtigkeit mit Vorsicht verwendet werden.
Es zeichnet sich durch hervorragende elektrische Eigenschaften, hohen Durchgangswiderstand und Durchschlagsfestigkeit, hervorragende Lichtbogenbeständigkeit, minimale Feuchtigkeitsaufnahme und stabile elektrische Eigenschaften auch in feuchten Umgebungen und hohen Temperaturen aus und ist damit ein ideales Material für elektronische und elektrische Teile.
Es lässt sich leicht formen und weiterverarbeiten und kann mit herkömmlichen Geräten spritzgegossen oder extrudiert werden. Aufgrund der schnellen Kristallisationsgeschwindigkeit und der guten Fließfähigkeit ist die Formtemperatur niedriger als bei anderen technischen Materialien und die Verarbeitung dünnwandiger Teile dauert nur wenige Sekunden und bei großen Teilen nur 40–60 Sekunden.

Datenblatt als Referenz
Anwendung
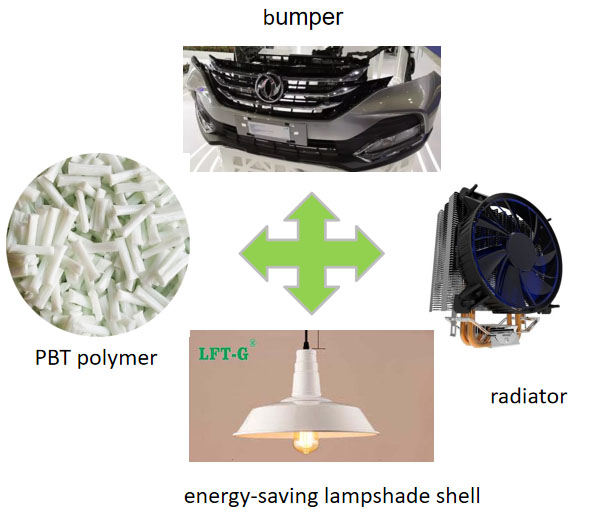
1、Elektronische Geräte: sicherungslose Leitungsschutzschalter, elektromagnetische Schalter, Chie-Transformatoren, Gerätegriffe, Anschlüsse, Gehäuse usw. 2、
Automobil: Türgriff, Stoßstange, Verteilerabdeckung, Kotflügel, Drahtschutzgehäuse, Radabdeckung usw. 3
、Industrie Teile: OA-Lüfter, Tastatur, Angelrolle, Teile, Lampenschirm usw.
Produktverarbeitung
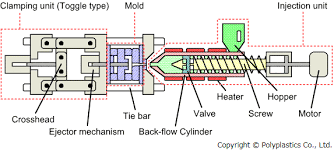
Spritzguss
Einzelheiten
| Nummer | Farbe | Länge | Probe | Mindestbestellmenge | Paket | Verladehafen | Lieferzeit |
| PBT-NA-LGF30 | Natürliche Farbe (kann individuell angepasst werden) | 12 mm (kann angepasst werden ) | Verfügbar | 1 Tonne | 25 kg/Beutel | Hafen von Xiamen | 7-15 Tage nach Versand |

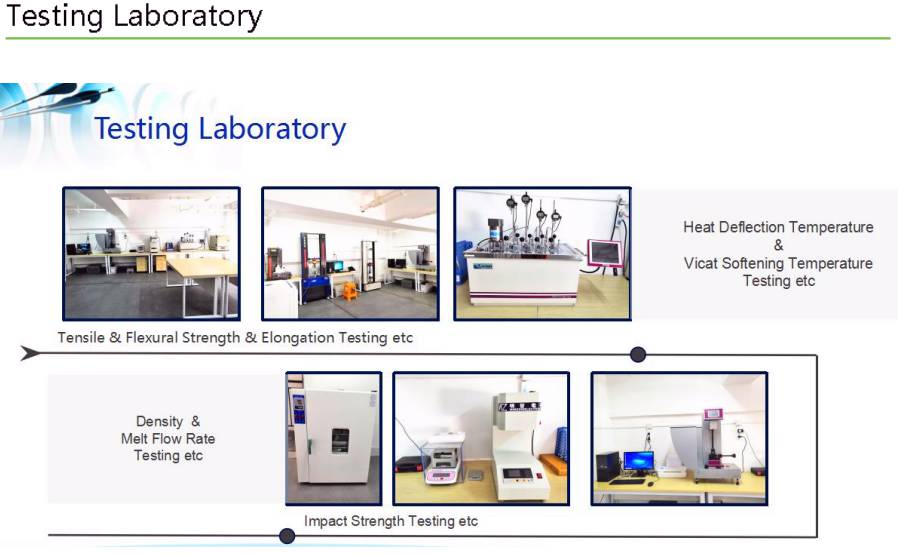
Labor und Fabrik

Häufig gestellte Fragen
F. Stellt das Spritzgießen von Langglasfasern und Langkohlenstofffasern besondere Anforderungen an Spritzgießmaschinen und -formen?
A. Es gibt sicherlich Anforderungen. Insbesondere bei der Produktdesignstruktur sowie beim Spritzgussmaschinen-Schraubendüsen- und Formstruktur-Spritzgussprozess müssen die Anforderungen langer Fasern berücksichtigt werden.
F. Nach der Langglasfaserverstärkung können beim Spritzgussvorgang Glasfasern in die Oberfläche des Kunststoffprodukts eindringen, so dass die Oberfläche des Produkts rau wird und Fasern schwimmen. Wie macht man die Oberfläche des Materials glatt?
A. Während des Spritzgussverfahrens muss sichergestellt werden, dass die Kunststoffpartikel gut plastifiziert und dispergiert werden. Außerdem muss sichergestellt werden, dass die trockenen Kunststoffpartikel nicht entfeuchtet werden. Die Formtemperatur muss auf die entsprechende Temperatur eingestellt werden und die Formoberfläche ist an Ort und Stelle poliert.
Folge uns :





-- Updates mit den neuesten Themen erhalten

 Email
Email Deutsch
Deutsch English
English français
français русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文