neuer Blog

Wenn die projizierte Fläche des Teils das von der Spritzgießmaschine maximal zulässige Maß überschreitet, kann es sein, dass die Düse die gesamte Oberfläche nicht ausreichend abdeckt, was zu Gratbildung am Teil führt.
Wird die Form falsch installiert oder einer ungleichmäßigen, einseitigen Kraft ausgesetzt, kann es zu einer ungleichmäßigen Klemmung kommen, was zu Gratbildung an der Teileoberfläche führt.
Wenn die Aufspannplatten der Spritzgießmaschine nicht parallel sind oder die Zugstangen ungleichmäßig verformt sind, kann die Form nicht richtig eingespannt werden, was zur Gratbildung führt.
Bei ungenauer Parallelität der Form oder blockierten Formrändern kann das geschmolzene Plastik den Formhohlraum nicht gleichmäßig ausfüllen, was zu Gratbildung an der Oberfläche des Formteils führen kann.
Wenn die Trennlinie der Form nicht richtig abdichtet, der Formhohlraum und der Kern nicht korrekt ausgerichtet sind oder die Gleitkomponenten zu viel Spiel haben, kann geschmolzener Kunststoff aus dem Formhohlraum austreten und zu Gratbildung am Bauteil führen.
Bei zu hoher Fließfähigkeit des Kunststoffs und zu hoher Zufuhrmenge kann das geschmolzene Material beim Füllen des Formhohlraums überlaufen, was zu Gratbildung an der Teileoberfläche führt.
Ist die Schmelztemperatur im Formhohlraum oder die Formtemperatur zu hoch, sinkt die Viskosität des Kunststoffs und seine Fließfähigkeit steigt, was zur Bildung von Graten führen kann.
Ist der Einspritzdruck zu hoch oder die Einspritzgeschwindigkeit zu hoch, kann es beim Füllen des Formhohlraums aufgrund des zu hohen Drucks zu einem Überlaufen des Kunststoffs kommen, was zu Gratbildung an der Bauteiloberfläche führt.
Wenn die Schließkraft nicht gleichmäßig oder ungleichmäßig ist, kann sich die Form während des Einspritzvorgangs leicht verschieben, was zu Gratbildung an der Teileoberfläche führt.
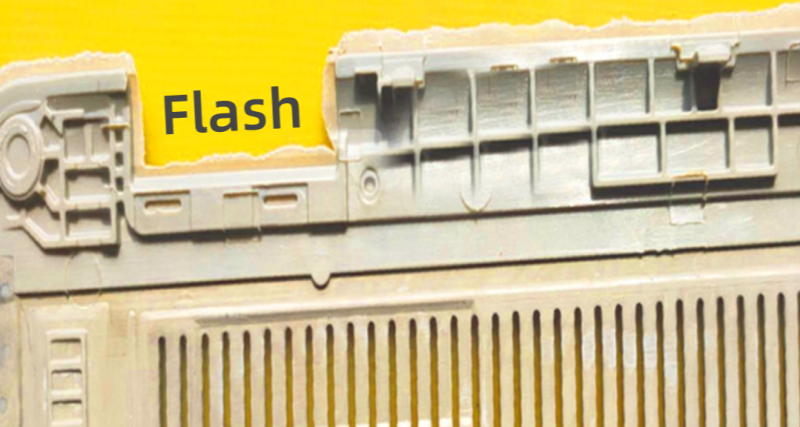
Dies sind die häufigsten Ursachen für Gratbildung beim PEEK-Spritzgießen. Die Bediener sollten diese Faktoren während der Produktion sorgfältig überwachen und beheben, um Gratbildung zu vermeiden und so die Qualität und das Aussehen der Formteile zu verbessern.
Folge uns :





-- Updates mit den neuesten Themen erhalten

 Email
Email Deutsch
Deutsch English
English français
français русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文