Art.-Nr.:
PPA-NA-LGFZahlung:
T/T or L/C (other payment ways also can be diProduktherkunft:
Xiamen, ChinaFarbe:
Original color (also can be customized)Hafen:
Xiamen, ChinaProduktinformation
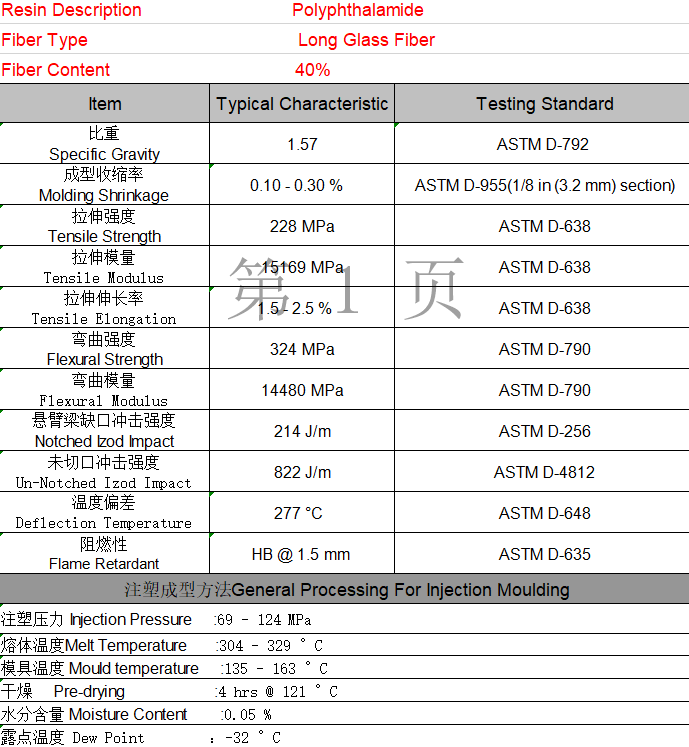
Modifiziertes Polyp-Benzoyl-P-Phenylendiamin (PPA) mit einer thermischen Verformungstemperatur von bis zu 300 °C und einer Dauergebrauchstemperatur von bis zu 170 °C kann Ihren Bedarf an kurz- und langfristiger thermischer Leistung erfüllen. Es behält seine hervorragenden mechanischen Eigenschaften – Festigkeit, Härte, Ermüdungsbeständigkeit und Kriechfestigkeit – über einen weiten Temperaturbereich und hohe Luftfeuchtigkeit. Gehärtetes Lv-PPA kombiniert mit überlegener Zähigkeit und einem bestimmten Bereich an Härte und Flexibilität, bei den Befestigungsanforderungen für einmalige Steifigkeit sowie für die wiederholbare Verwendung von Biegeelementen eine gute Wahl. Für gespritzte und galvanisierte Oberflächen, Feuerbeständigkeit, Glykolbeständigkeit und reflexive Anwendungen sind auch Sonderprodukte erhältlich .
charakteristisch
☆PPA-Festigkeit, Zähigkeit und Härte überragende Leistung sowie gute Hitzebeständigkeit, chemische Beständigkeit und Rissbeständigkeit
☆PPA kann Festigkeit und Härte in Umgebungen mit hohen Temperaturen und hoher Luftfeuchtigkeit aufrechterhalten und kann als Ersatz für Metall in herkömmlichem Nylon und Polyester verwendet werden
☆PPA-Kunststoff hat außerdem einen hervorragenden Oberflächenglanz. Es kann eingefärbt statt aufgesprüht werden und trägt so dazu bei, das Auftreten von Kratzern und Schrammen auf der Oberfläche zu reduzieren.
☆PPA-Kunststoffe sind außerdem gut bearbeitbar und ermöglichen kurze Einspritzzykluszeiten
Im Vergleich zu PA46:
√PPA hat eine höhere thermische Stabilität als PA46.
√PPA hat eine bessere CTI-/Lichtbogenbeständigkeit und Infrarot-Gleichstromfähigkeit als PA46;
√PPA hat eine bessere chemische Beständigkeit als PA46;
Anwendung
☆ Automobilkomponenten, einschließlich Kraftstoff-, Getriebe- und Motorsysteme, reduzieren Gewicht, Kosten und sorgen für eine lange Lebensdauer;
☆ Chipsatz und Sockel, Schweißunterstützung für den Becherkörper;
☆ Chip-Kondensator, Schalter und Miniaturhupe, hochdichter Leiterplattenstecker;
☆ Für Verschleißanforderungen bei hohen Anlässen, z. B. keine Schmierung von Lager, Dichtung, Lagerisolationsring und hin- und hergehenden offenen Kompressorteilen;
☆ Steckverbinder, Steuerungen, Sensoren, Motoren und andere wichtige elektronische Teile



Die überwiegende Mehrheit der PPA-Harze wird im traditionellen Spritzgussverfahren verarbeitet.
Die PPA-Rohstoffe werden auf einen Feuchtigkeitsgehalt von weniger als 0,1 % vorgetrocknet und dann in heißversiegelte Dorfbeutel oder -boxen aus Metall verpackt. Diese Behälter sorgen dafür, dass PPA-Rohstoffe vor der Verarbeitung nicht getrocknet werden müssen.
Die akzeptable Luftfeuchtigkeit für den Prozess beträgt 0,15 % oder weniger. Nassverarbeitendes Harz kann das Molekulargewicht reduzieren, was zum Verlust der mechanischen Eigenschaften führt.
Mit einem Trockenmittel-Eimertrockner lässt sich das Harz leicht auf einen Taupunkt von 25 °F oder weniger bei 175 °F trocknen. Die Trocknungszeit hängt von der Wasseraufnahme ab und liegt im Allgemeinen zwischen 4 und 16 Stunden.
Die Schmelztemperatur des Spritzgusses liegt im Bereich von 615-650°F, die Verweilzeit des Materials im Zylinder beträgt nicht mehr als 10 Minuten, so dass das Produkt nach dem Spritzguss die beste mechanische Leistung aufweist.
Für eine vollständige Kristallisation und optimale Dimensionsstabilität ist eine Formtemperatur von mindestens 275 °F erforderlich.
Teile mit teilweise dicken Wänden können aufgrund der langsamen Abkühlung bei niedrigeren Werkzeugtemperaturen gespritzt werden.
Die Werkzeugtemperatur ist sehr wichtig, um das Oberflächengefühl der fertigen Teile zu optimieren.
Die Formoberflächentemperatur von PPA-Harz in Mineralfüllstoffqualität für die Vakuumvergoldung von Metall muss 350 °F betragen.
Einzelheiten
Farbe und Länge können je nach Bedarf angepasst werden.
Bei Fragen können Sie uns kontaktieren.

Folge uns :





-- Updates mit den neuesten Themen erhalten

 Email
Email Deutsch
Deutsch English
English français
français русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文