
 Email
Email Deutsch
Deutsch English
English français
français русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 中文
中文




Kristallinität thermoplastischer Verbundwerkstoffe: Ein umfassender Überblick
Abstrakt
Thermoplastische Verbundwerkstoffe haben die Werkstofftechnik aufgrund ihrer Eigenschaften revolutioniert. Recyclingfähigkeit, Schadensresistenz und Fertigungsflexibilität Im Mittelpunkt ihrer Darbietung steht Kristallinität , ein Phänomen auf molekularer Ebene, das nahezu alle Eigenschaften von Verbundwerkstoffen bestimmt, von der Zugfestigkeit bis zur chemischen Beständigkeit.
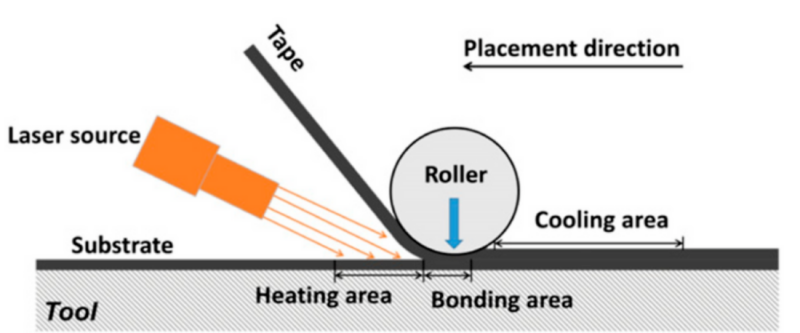
In teilkristallinen Thermoplasten wie Polyphenylensulfid (PPS) Und Polyetherketonketon (PEKK) Die Kristallisation erzeugt ein komplexes Zusammenspiel zwischen geordnete kristalline Bereiche Und ungeordnete amorphe Bereiche Moderne Fertigungstechnologien, einschließlich automatisierte Faserplatzierung (AFP) Und automatisiertes Bandverlegen (ATL) , bieten sowohl Chancen als auch Herausforderungen für die Kristallinitätskontrolle.
Dieser Bericht fasst die jüngsten Fortschritte bei Kristallisationsmechanismen zusammen, analysiert Zusammenhänge zwischen Verarbeitungsparametern und Materialeigenschaften und bietet Einblicke in die Optimierung der Eigenschaften von Verbundwerkstoffen durch Kristallinitätsmanagement.
Grundlagen der thermoplastischen Matrixkristallisation
Molekulare Grundlagen der Polymerkristallisation
Halbkristalline Thermoplaste verdanken ihre besonderen Eigenschaften einer hierarchischer Selbstorganisationsprozess :
- Polymerketten falten sich zu Lamellenstrukturen (10–20 nm dick) beim Abkühlen.
- Lamellen ordnen sich an zu sphärolithische Bereiche (bis zu 100 μm Durchmesser) Die
Kristallinitätsgrad (Xc) liegt typischerweise zwischen 20 und 60 % und hängt von Folgendem ab:
- Eingeschränkte Kettenbeweglichkeit aufgrund von Steifigkeit des aromatischen Rückgrats
- Heterogene Keimbildung an der Faser-Matrix-Grenzfläche
- Kinetische Einschränkungen aufgrund schneller Abkühlungsraten
Der Avrami-Gleichung beschreibt die Kristallisationskinetik:
X(t): Kristallinitätsgrad; k: Kristallisationsgeschwindigkeit; n: Avrami-Exponent
Für kohlenstofffaserverstärktes PPS (CF/PPS) unter isothermen Bedingungen (225–240 °C) beträgt n ≈ 1,65–1,75, was auf eine gemischte Nukleation hinweist, die von den Faseroberflächen beeinflusst wird.
Faser-Matrix-Wechselwirkung und Transkristallinität
Kohlenstofffasern wirken als Keimbildner und bilden eine transkristalline Schicht (TCL) an der Faser-Matrix-Grenzfläche:
- TCL-Dicke: 5–20 μm
-
Entstanden, als:
- Die Faseroberfläche bietet heterogene Nukleationsstellen
- Temperaturgradienten fördern gerichtetes Kristallwachstum
- Die Abkühlungsraten liegen unter dem kritische Abschreckschwelle (~100 °C/min für PPS)
Auswirkung auf die mechanische Leistung :
- Die Grenzflächenscherfestigkeit erhöht sich um 14,2 %.
- Eine zu dicke TCL (>15 μm) kann die Zähigkeit verringern
Beziehungen zwischen Kristallinität und Eigenschaften
Mechanische Leistung
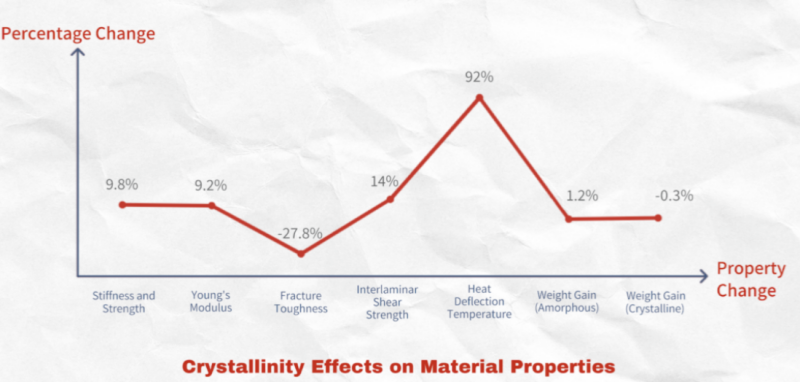
- Steifigkeit und Festigkeit: Kristallinität 51 % → 62 %: Speichermodul ↑ 9,8 %, Elastizitätsmodul ↑ 9,2 % (nichtlinear jenseits von 50 %)
- Bruchzähigkeit: Eine Erhöhung des Kristallinitätsgrades von 17 % auf 44 % verringert die Zähigkeit im Modus I um 27,8 %; optimal ist ein Wert von 30–35 %.
- Zwischenschichteigenschaften: Langsame Abkühlung (0,5 °C/min) ↑ ILSS 14 %; Hochgeschwindigkeits-AFP (>5 m/min) ↓ ILSS 18 %
Thermische und chemische Stabilität
- HDT: 135 °C → 260 °C (20 % → 60 % Xc)
- Chemische Beständigkeit: Gewichtszunahme beim Eintauchen in Kraftstoff 1,2 % → 0,3 %
Optimierung der Verarbeitungsparameter
Kühlratenregelung
Aufrechterhaltung eines ordnungsgemäßen Kristallisationsfenster Gleicht die Eigenschaften aus. Beispiel: Eine CF/PPS-Formtemperatur von 87–270 °C ermöglicht isotherme Kristallisation. Laser 380 °C, Form 120 °C → Xc 44,1 %, Zykluszeit um 80 % reduziert.
Auswirkungen der Schimmeltemperatur
- Beeinflusst den Abkühlungsgradienten, das Kristallwachstum und die Eigenspannungen
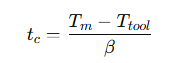
- Eine Erhöhung der Werkzeugtemperatur (Ttool) von 40 °C auf 120 °C führt zu einer Steigerung des Xc-Wertes von 17,6 % auf 44,1 %.
Durch die Aufrechterhaltung einer Werkzeugtemperatur (Ttool) von über 87 °C können Sphärolithe mit einer Größe von etwa 10 μm entstehen.
Laserenergieeintrag und Platzierungsgeschwindigkeit
- Höhere Lasertemperaturen schmelzen Polymermikrokristalle und erhöhen die Mobilität
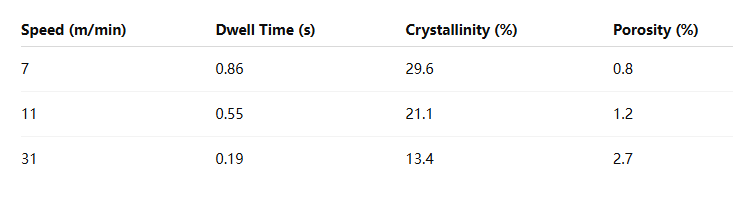
- Platzierungsgeschwindigkeit: schneller → kürzere Kristallisationszeit → niedrigerer Xc-Wert
- Durch Nachglühen werden 60–80 % Xc wiederhergestellt.
Fortgeschrittene Charakterisierungstechniken
Differenzialscanningkalorimetrie (DSC)
- Kaltkristallisation (Tcc) beim Erhitzen
- Schmelzpunkt (Tm)
ΔHm⁰ = 80 J/g für PPS
Rasterelektronenmikroskopie (REM)
- Transkristalline Schichten 5–15 μm entlang der Fasern
- Sphärulite 10–50 μm
- Interlaminarer Bruch durch amorphe Bereiche
- EDS: Schwefelanreicherung in kristallinen Bereichen
Röntgenbeugung (XRD)
Hermans Orientierungsfunktion:
φ = Winkel zwischen Polymerkette und Faserachse
Hochorientierte TCL: f ≈ 0,8–0,9; Massensphärolithe: f ≈ 0,2–0,3
Industrielle Umsetzung
Luft- und Raumfahrt – CF/PEKK-Rumpfplatten
Boeing 787 Dreamliner: CF/PEKK, Xc 35–40 %
- Konsolidierungszeit um 85 % reduziert
- Gewichtsreduktion um 12 %
- Betriebstemperatur bis zu 200 °C
- Laser 400 °C, Form 150 °C, Geschwindigkeit 5 m/min, Kühlung 50 °C/min

Automobil – CF/PPS-Batteriehalterungen
BMW i3: AFP CF/PPS, Xc 28%
- ILSS 45 MPa, Schlagzähigkeit 8 kJ/m²
- Zykluszeit 30 s/Schicht
- Nach-IR-Glühen → Xc 35%

Zukünftige Ausrichtungen
- Maschinelles Lernen: Vorhersage von Xc mit einer Genauigkeit von 2 %
- Nanopartikel-Nukleation: 0,5 Gew.-% Graphenoxid → schnellere Kristallisation
- In-situ-Überwachung: Faser-Bragg-Sensoren erfassen Xc in Echtzeit.
- Morphologie-Leistungs-Kartierung: Digitale Zwillinge korrelieren die Sphärolithverteilung mit der Ermüdungslebensdauer
Abschluss
Die Kontrolle der Kristallinität ist entscheidend für die Leistungsfähigkeit thermoplastischer Verbundwerkstoffe. Durch die Regulierung von:
- Abkühlrate: 2,5–10.000 °C/min
- Formtemperatur: 40–280 °C
- Platzierungsgeschwindigkeit: 5–31 m/min
- Erreiche Xc: 17–62 %
Neue Technologien wie maschinelles Lernen und In-situ-Sensoren können die Entwicklungszyklen um 70 % verkürzen und gleichzeitig die Materialausnutzung verbessern.